
Royal Brass Foundry
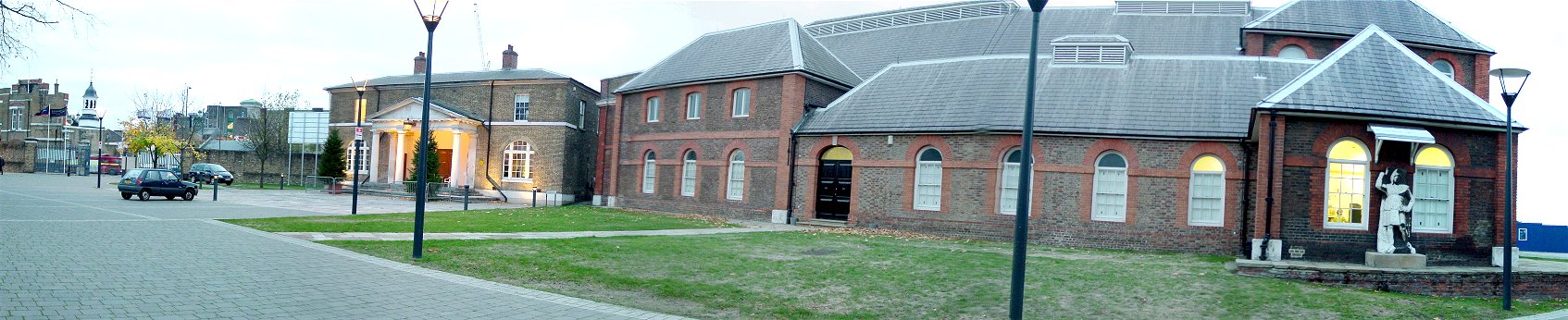
Royal Brass Foundry - Front View
The Woolwich foundry was built in 1716 and 1717 when it was found that there were low stocks of artillery - but also in response to a fatal explosion in a private contractor's London foundry during the pouring process. This foundry at Windmill Hill in Moorefields in modern London was melting captured French guns, then pouring the metal into moulds, which were damp and exploded, killing Mathew Bagley, the founder, and others, and injuring several important visitors. In addition to its obvious casting functions, the new Royal Brass Foundry also originally held a vertical cannon boring machine used to finish the bore of cannon, which at the time were cast with a core. It is thought that the building's prominent tower or cupola housed the machine.
Andrew Schalch, who had worked at the famous French foundry at Douai, was the first Master Founder and managed the foundry until 1770 at which time he was over seventy years old and set in his ways. Despite construction of the Royal Brass Foundry, private contractors still produced many of Britain's artillery pieces, often of higher quality than government produced ones. The foundry was allowed to decline over time, and its faults became clear with the 1769 Falkland Islands crisis.
In response, the foundry was expanded and refurbished by the Verbruggens, who added a furnace, re-lined the older ones, and stabilized the foundations of the pit in which the molds rested in. They also introduced to Britain the technique of casting cannon solid then drilling them with horizontal boring machines. With their foundry expansion and improvements in quality, Woolwich produced the vast majority of the army's needs even during the War of American Independence, when they produced well over 500 pieces, including new and innovative light guns. In contrast, Woolwich produced only 136 pieces during the Seven Years War while private contractors produced at least 527 pieces!
Royal Brass Foundry - Side View
This is a side view of the foundry building along with the Beresford Gate and the Main Guardhouse on the left half of the picture. The Verbruggens' office was in the right portion of the foundry building just behind the statue. The long center portion of the building was mostly used for mold making, a long and time consuming process.
The building originally had two furnaces on either side of the rear of the building. (the section visible on the left) The Verbruggens added on to the rear of the building in order to install a third furnace, and this area can be seen as the extreme leftmost part next to the guardhouse. A large pouring pit was located in the center of the rear of the building conveniently placed for use with any of the three furnaces. After the molds were lowered in place, the pit would be sectioned off depending on which furnace was in use, and the area around the molds would be filled with earth.
Now, the Main Guardhouse and Brass Foundry are used as office space by the National Maritime Museum. The Brass Foundry has also been used to garage employees' cars at the arsenal.
 |
 |
Gunfounding
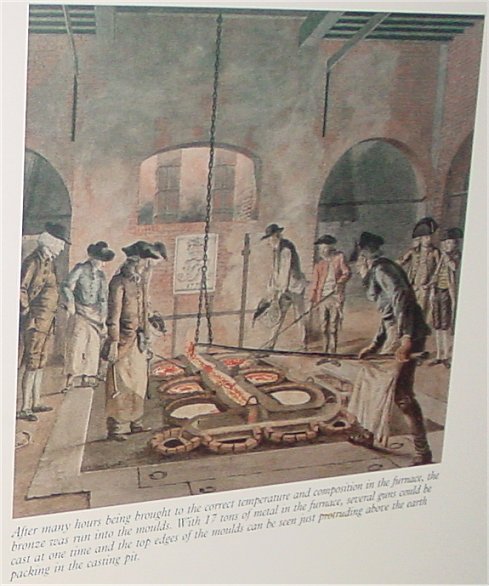
The two above pictures are from the Royal Armouries in Ft. Nelson near Portsmouth. The picture on the left shows pouring from the new furnace at the rear of the building. The picture on the right shows a mold (or mould) being removed from the pit. As you can see, iron straps helped keep the mold intact. Molds could be used only once since they had to be destroyed to remove the casting. The text below from the museum displays describes in more detail what took place in the Royal Brass Foundry in Woolwich. For even more on cannon making, see "Eighteenth Century Gunfounding; The Verbruggens at the Royal Brass Foundry" by Melvin H Jackson and Carel de Beer. It includes 50 illustrations like the one above showing the cannon making process.
"Casting involves pouring molten metal into a mould of the correct shape and allowing it to solidify. The first stage in gunfounding was to make an exact replica, or pattern, of the gun. This was done by winding rope onto a wooden core, on top of which the barrel shape was modelled in clay, followed by a coating of wax. The mould was made by covering this pattern with clay, drying and strengthening with iron bands, then breaking up and removing the pattern to leave an imprint of the gun inside the clay casing. This mould was stood upright in a casting pit in front of the furnace mouth and the molten bronze run into it."
"After allowing the bronze to solidify, the mould was hauled out of the pit and broken away from the casting which, if all looked well, was taken to the gun boring workshop where it was converted into a functioning gun."